![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 11) Año 2017. Pág. 15
Cleverson FABER de ASSIS 1; Edmar da SILVA 2; Samuel dos Santos SABINO 3; Wagner Roberto GARO Junior 4
Recibido: 13/09/16 • Aprobado: 28/09/2016
RESUMO: Este artigo tem por finalidade apresentar resultados de um estudo de caso realizado em uma empresa ramo metalúrgico da cidade de Itaquaquecetuba/SP. O objetivo do estudo é avaliar quais as vantagens da automação industrial referente à redução do estoque em processo (WIP) de um de suas operações dentro da cadeia produtiva. A coleta de dados foi efetuada através de entrevista, observação e documentação. Foi criado um comparativo entre os processos antes e depois da implantação da automação. Através desse estudo podemos observar que o processo de automação contribui para o desenvolvimento da empresa, gerando maiores lucros. As atividades envolvidas foram caracterizadas, os tempos foram cronometrados e os estoques em processo foram medidos. Através das analises dos dados foram propostas melhorias ao processo de produção em função da diminuição do estoque. Podemos verificar que a automação, mesmo que seja inicialmente mais dispendiosa para aplicação, torna-se um importante incremento a cadeia produtiva da empresa que á adota. |
ABSTRACT: This article AIMS to present results of a case study Conducted in a metallurgic company in the city of Itaquaquecetuba / SP. The objective of the study is to evaluate the advantages of industrial automation related to the reduction of inventory in the process in the supply chain. Data collection was performed through interviews, observation and documentation. The comparison was established between processes, before and after the automation. Through this study we can see that the automation process contributes to the development of the Company, generating higher profits. The activities involved were characterized, times were timed and in-process inventories were measured. Through the analysis of the data have been proposed improvements to the production process due to the reduction of inventory. We can verify that the automation, even if it is initially more expensive to implement, it is an important increase production chain of the company will adopt. |

Há muito tempo o homem busca reduzir o tempo de processo, melhorar a produtividade e a eficiência das tarefas, com aplicações de técnicas qualitativas e quantitativas a fim de equacionar os resultados. Para ajudar nesta busca incessante por resultados, a automação vem auxiliando de forma muito eficaz nas reduções dos tempos de processos e consequentemente a redução do estoque em processo em toda a cadeia de suprimentos que engloba uma complexa rede logística dentro do chão de fabrica. Devemos entender a automação como uma técnica necessária e fundamental dentro dos processos logísticos. A indústria utiliza a automação de forma a acelerar e diminuir os tempos de processo buscando uma redução geral no lead time, melhor controle e redução considerável dos estoques.
Como os estoques não agregam valor ao produto, quanto menor o nível de estoques com que um sistema produtivo conseguir trabalhar, mais eficiente este sistema será (TUBINO, 1997). Para a empresa em estudo, os estoques em processos ou work in process (WIP), representa um investimento financeiro considerável, grandes esforços para serem controladas e paradas não planejadas. Esses estoques escondem na maioria das vezes problemas relacionados à produção, como permanência excessiva do produto nas operações intermediarias do processo, causando atrasos desnecessários e má qualidade dos produtos.
A produtividade da linha de produção é acompanhada de perto pelo líder da produção e pelo PCP, departamento este que tem ligação direta com o setor comercial da empresa. O planejamento e controle de produção apresenta grande influência no controle dos estoques em processo, pois o mesmo tem a responsabilidade sobre as trocas das peças em processamento.
Segundo Ching (1999), altos estoques absorvem grande quantidade de capital inserido ao produto, o mesmo poderia ser investido para uso de outros potenciais dentro da empresa, Ching (1999) ainda salienta que os estoques consomem 40% dos custos dos processos logísticos. O objetivo deste trabalho é analisar e propor soluções utilizando a automação às fontes de atrasos na produção de uma determinada célula de trabalho para que venham diminuir as quantidades de estoques de uma empresa metalúrgica, limitando-se ao estoque em processo (WIP). Esse trabalho está disposto da seguinte forma: partindo-se da introdução e objetivo aqui apresentado, a seção 2 apresenta uma revisão da literatura. A seção 3 mostra os métodos utilizados. Na seção 4 o estudo de caso é apresentado, na seção 5 a análise e discussão dos resultados. Por último, na sessão 6, são expostas as conclusões e considerações finais.
O termo automação provém do latim Automatus, que significa mover-se por si, a automação é a aplicação de técnicas computadorizadas ou mecânicas para diminuir o uso de mão-de-obra em qualquer processo, especialmente o uso de robôs nas linhas de produção. A automação diminui os custos e aumenta a velocidade da produção (LACOMBE, 2004).
A redução de estoques com a automação de processos é semelhante em forma à manufatura Lean. Desde o fluxo de produção, que é baseado na atividade de estação para estação (ao invés de se acumular a cada operação), até a redução do trabalho em processo. O estoque de produtos adicionais acabados é reduzido porque a automação permite a fabricação de produtos conforme a demanda exigida com menores tempos de atravessamento.
A automação permite que esses baixos tempos de produção sejam realizados. O custo de manufatura é o maior custo do preço de venda. O maior custo de manufatura é o custo de materiais. O custo de manufatura representa 40% do preço de venda e dentro deste custo 50% é de responsabilidade dos materiais. Isto sugere ao processo de manufatura uma redução dos estoques e um curto tempo de atravessamento dos materiais (SLACK, 1999).
O PPCP é um sistema de transformação de informações, pois recebe informações sobre estoques existentes, vendas previstas, linha de produtos, modo de produzir e capacidade produtiva. O PPCP tem como incumbência transformar estas informações em ordens de fabricação (MARTINS; LAUGENI; 2005).
Para caracterizar algumas decisões de planejamento e controle, devemos fazer uma conciliação entre o potencial da operação de fornecer produtos e serviços com a demanda de seus consumidores (SLACK, 1999). Atualmente para exercer seu papel, o PPCP segue um sistema diferente para cada organização que a emprega, conforme as suas necessidades. Podem atualmente ser operacionalizadas através do auxílio de, pelo menos, três sistemas: MRP / MRPII, JIT e OPT.
O MRP surgiu da necessidade de se planejar o atendimento da demanda dependente isto é, aquela que decorre da demanda independente. A demanda independente decorre das necessidades do mercado e se refere basicamente aos produtos acabado, ou seja, àqueles que são efetivamente entregues ao consumidor (MARTINS; LAUGENI; 2005).
O sistema MRP II (Manufacturing Resources Planning - Planejamento dos Recursos da Manufatura) é a evolução da lógica do sistema MRP, com a expansão do conceito de cálculo das necessidades de materiais juntamente com o planejamento dos demais recursos de manufatura (CORRÊA; GIANESI; 1993).
De acordo com o principio JIT (Just-In-Time), nada é fabricado antes de sua necessidade, sempre obedecendo aos requisitos e necessidades do cliente. O JIT reúne um conjunto de metodologias que regem o chamado sistema puxado de produção, no entanto esses princípios nem sempre são possíveis de serem implantados, obrigando as empresas a mesclar os sistemas de planejamento e controle (SANTOS; WYSK; TORRES, 2006).
A OPT (Optimized Production Technology) é um sistema de informação de planejamento e controle da produção completo especialmente apropriado para ambientes de job-shops complexos. Ao desenvolver a quantidade de trabalho a ser feita em cada centro de trabalho, a OPT, dada uma combinação (mix) de produtos, localiza os gargalos nos processos de produção (GAITHER; FRAZIER; 1999).
Apesar dos estoques aparentemente serem necessários para os sistemas produtivos, é consenso geral de que os mesmos precisam ser reduzidos a um valor mínimo para não causar apagões e paradas surpresa na produção. Também geram outras despesas de manutenção, movimentação e armazenagem desses materiais, a empresa pode perder a oportunidade de ter retorno sobre todo o capital que investiu nestes estoques de outra forma (como, por exemplo, num mercado de capitais).
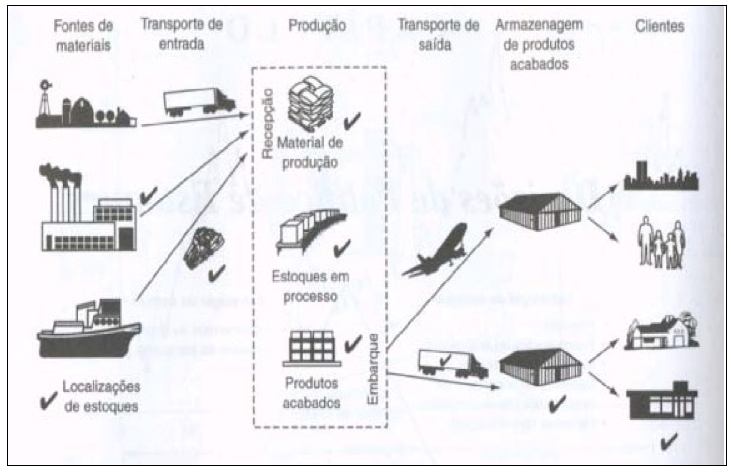
Hoje, é mais claro que a finalidade deve ser baixar os estoques até a quantidade estritamente necessária estrategicamente (CORRÊA, 2001). Os estoques, portanto é uma “acumulação armazenada de recursos materiais em um sistema de transformação” (SLACK, 1999, p. 278) e estão distribuídos em toda a cadeia produtiva, conforme mostra a figura 1.
Estoque em processo consiste em todos os materiais que estão sendo usados no processo de fabricação. Eles são, em geral, produtos parcialmente acabados, que estão em algum estágio intermediário do processo de produção. É considerado produto em processo qualquer peça ou componente que já foi de alguma forma processada, mas que adquire outras características no fim da cadeia produtiva. (DIAS, 1993).
A eficiência das maquinas não está relacionada a fazê-la produzir mais ou em ritmo exagerado de trabalho, não se eleva a eficiência dos equipamentos fazendo com que produzam maiores quantidades. Para mitigar esses efeitos utiliza-se o monitoramento contínuo de fatores que mais influenciam o desempenho do equipamento em geral, indicando áreas onde podem ser feitas melhorias, através da identificação dos índices de disponibilidade, desempenho e qualidade. (ANTUNES et al., 2008)
Estoques de produtos acabados ou estoques de matérias-primas aumenta a complexidade da gestão, devido à necessidade de utilização de diferentes procedimentos de controle para gerenciar cada um dos diferentes tipos de inventario. (SIMCHI-LEVI; KAMINSKY; SIMCHI-LEVI, 2003).
O trabalho foi desenvolvido em uma empresa metalúrgica de médio porte situada na região da grande São Paulo. A coleta de dados foi feita por meio de observações diretas, através de visitas e acompanhamento dos processos produtivos, observações dos participantes, registros com fotos e filmagens. Ferramentas computacionais como; Microsoft® Visio, Excel, foram utilizadas para simulações e apresentação dos Mapeamentos dos Fluxos de Valor da empresa. Quanto à classificação da pesquisa, do ponto de vista da sua natureza, trata-se de uma pesquisa aplicada, uma vez que tem o objetivo de gerar conhecimentos para aplicações práticas dirigidas à solução de problemas específicos . Já do ponto de vista da forma de abordagem ao problema, trata-se de uma pesquisa qualitativa. Com relação aos objetivos, é classificada como uma pesquisa descritiva. Quanto aos procedimentos técnicos, foi adotado o estudo de caso. Segundo YIN (2005), o estudo de caso serve para investigar um fenômeno contemporâneo dentro de seu contexto da vida real. A pesquisa também se enquadra como pesquisa-ação, pois há envolvimento constante dos pesquisadores e participantes na situação ou problema.
O estudo de caso refere-se a analise e avaliação de uma célula produtiva de uma indústria metalúrgica localizada na região da Grande São Paulo. Uma empresa de médio porte com aproximadamente 100 funcionários, onde desses 100, 8 fazem parte do processo de fabricação que envolve o estudo. Esta indústria possui em sua manufatura, processo manual e pouca tecnologia incorporada. Em uma de suas células foi implantado um sistema automático de corte, que por sua vez é o objeto de estudo em questão. O processo aqui relacionado considera conceitos de uma célula produtiva de corte de materiais em formato de barras com variadas geometrias. Para diferenciar os processos estudados denominaremos o primeiro como processo manual e o segundo como processo automático.
Para o processo de corte manual, utiliza-se 3 equipamentos dotados de lamina de corte, morsa manual para sujeitar as barras, suporte para apoio das barras e compartimento para armazenamento das peças conforme mostra a figura3. O processo de corte automático é composto por 2 equipamentos adquiridos já com o sistema automatizado, ou seja, avanço de corte, sujeição das barras, alimentação do sistema totalmente autônomo. A figura 2 e 3 representa os processos.
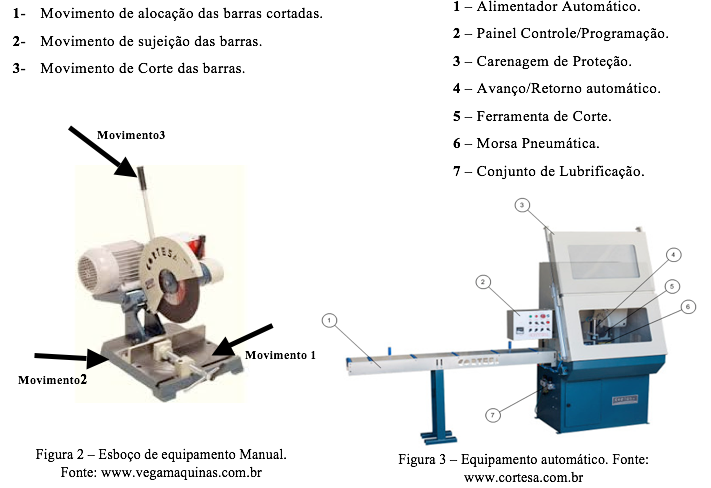
Na operação manual o operador coloca as barras no suporte da mesa através do movimento 1, aciona a morsa de forma manual conforme movimento 2 e executa a operação de corte através do movimento 3, o tempo de setup é elevado devido ao sistema mecânico artesanal de ajuste. O setup e preparação do equipamento automático são feitos através de programação via CLP, (Controle Lógico Programável), necessitando desta forma mão de obra mais qualificada para exercer a tarefa, o tempo de execução do mesmo torna-se baixo, pois o sistema possui ajustes inteligentes de preparação.
Os tipos principais de layouts são por processo ou funcional, em linha, celular, por posição fixa e combinada, no caso especifico de estudo consideraremos e layout de tipo celular, pois foi o layout encontrado na empresa para o presente estudo. O layout do processo manual é disposto em 3 equipamentos paralelos, ao lado do estoque de matéria prima (barras), onde os 3 operadores executam as tarefas de corte. A figura 4 o layout do processo manual.
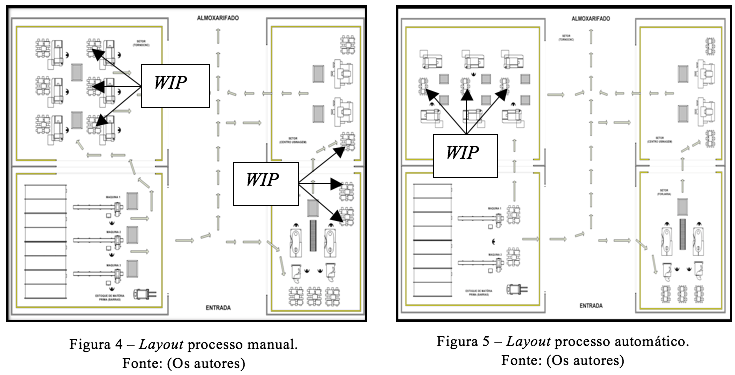
Mesmo com a aquisição dos novos equipamentos, o layout do processo automático continua permanecendo com a configuração anterior, ou seja, o tipo de layout celular mantendo a mesma disposição dos equipamentos. A figura 5 representa a configuração. Vale salientar que com a redução do WIP, houve um melhor aproveitamento dos espaços e uma melhor configuração dos layouts de outros setores da empresa com redução de mão de obra.
No estudo do tempo, os analistas cronometram a operação que é executada pelos trabalhadores. Esses tempos observados foram então convertidos em padrões de mão de obra que são expressos em minutos por unidade de produção para cada operação. A Tabela1 representa estudo do tempo do processo automático.
Estudo do Tempo |
|||||||||||||
Op. |
Tarefa |
Oper. |
Ciclos |
||||||||||
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Média |
1 |
Receber OP. |
1 |
1,5 |
2 |
1,7 |
1,4 |
1,7 |
1,4 |
1,9 |
2 |
1,4 |
1,9 |
1,7 |
2 |
Setup |
1 |
7 |
9 |
11 |
12 |
8 |
7 |
10 |
16 |
11 |
8 |
9,9 |
3 |
Puxar barra |
1 |
0,15 |
0,18 |
0,11 |
0,14 |
0,19 |
0,21 |
0,12 |
0,16 |
0,17 |
0,13 |
0,16 |
4 |
Fechar Morsa |
1 |
0,08 |
0,2 |
0,1 |
0,11 |
0,13 |
0,15 |
0,12 |
0,15 |
0,09 |
0,14 |
0,13 |
5 |
Cortar peças |
1 |
0,05 |
0,07 |
0,09 |
0,1 |
0,04 |
0,08 |
0,06 |
0,14 |
0,03 |
0,04 |
0,1 |
6 |
Inspeção |
1 |
0,27 |
0,22 |
0,33 |
0,5 |
0,22 |
0,21 |
0,2 |
0,25 |
0,19 |
0,21 |
0,26 |
7 |
Transporte |
0 |
3 |
5 |
3 |
3 |
4 |
3 |
2 |
2 |
3 |
2 |
3,0 |
8 |
Armazenagem |
1 |
58 |
55 |
62 |
57 |
66 |
58 |
62 |
67 |
51 |
64 |
60,0 |
|
Total |
Minutos |
|
|
|
|
|
|
|
|
|
|
85,103 |
Tabela 1 – Estudo do Tempo do Processo Manual. Fonte: (Os autores).
-----
Estudo do Tempo |
|||||||||||||
Op. |
Tarefa |
OPER. |
Ciclos |
||||||||||
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Média |
1 |
Receber OP. |
1 |
1,8 |
2 |
2,15 |
1,9 |
2,14 |
1,8 |
2,2 |
2,1 |
1,7 |
2,15 |
3 |
2 |
Setup |
1 |
7 |
9 |
8 |
6 |
8 |
7 |
7 |
11 |
10 |
7 |
2 |
3 |
Cortar peças |
0 |
0,15 |
0,14 |
0,12 |
0,13 |
0,12 |
0,12 |
0,13 |
0,14 |
0,12 |
0,15 |
0,13 |
4 |
Inspeção |
0 |
0,15 |
0,18 |
0,11 |
0,14 |
0,19 |
0,21 |
0,12 |
0,16 |
0,17 |
0,13 |
0,16 |
5 |
Transporte |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0,0 |
6 |
Armazenagem |
0 |
58 |
55 |
62 |
57 |
66 |
58 |
62 |
67 |
51 |
64 |
35,0 |
|
Total |
Minutos |
|
|
|
|
|
|
|
|
|
|
40,29 |
Tabela 2 – Estudo do Tempo do Processo Automático. Fonte: (Os autores).
A Tabela 2 representa o resultado da cronometragem do processo de corte automático, observa-se uma redução significativa do tempo de setup e do tempo de armazenagem, que é o tempo que os lotes de WIP permanecem para serem retirados e enviados para os setores de processamento.
A seguir serão apresentados resultados referentes à coleta de informações colhidas em campo observando os dois processos em regimento de trabalho serão feitas analises comparativas entre os dois processos, apresentando gráficos e tabelas referentes aos mesmos. Serão também apresentados alguns dados de vantagens e desvantagens referentes aos sistemas.
O tempo de produção foi tomado através de método convencional, utilizando o cronômetro para colher o tempo de cada etapa dos processos. Segundo MARTINS E LAUGENI (2010, p.84) a cronometragem é um dos métodos mais empregados na indústria para medir o trabalho. Em que pese o fato de o mundo ter sofrido consideráveis modificações desde a época em que F. W. Taylor estruturou a administração cientifica e o estudo de tempos cronometrados, objetivando medir a eficiência individual, essa metodologia continua sendo muito utilizada para que sejam estabelecidos padrões para a produção e para os custos industriais. O gráfico 1 esboça o resultados dessas análises.
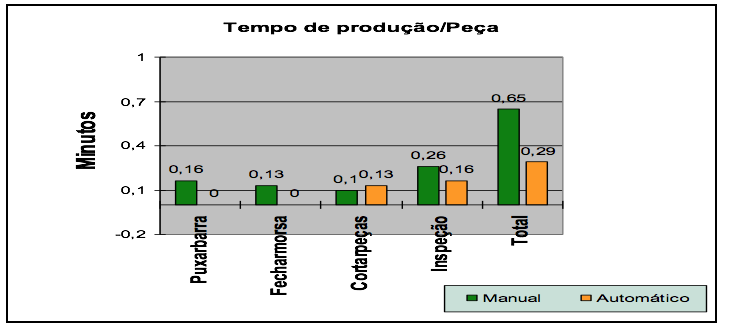
Os tempos de produção considerados são apenas os tempos efetivos, os tempos de setup, transporte, recebimento e armazenagem serão apresentados a seguir.
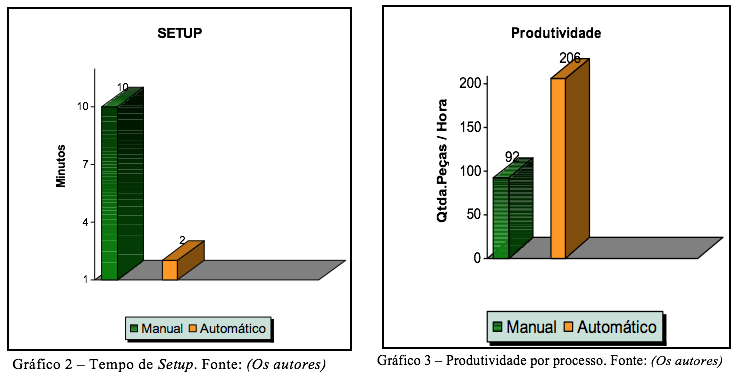
Os tempos de setup dos processos são apresentados no gráfico2 abaixo, o tempo de preparação é reduzido no processo automático por possuir marcações pré-definidas no equipamento auxiliando nessa tarefa. Para avaliar a produtividade dos processos foi considerada uma quantidade de peças cortadas em 1hora baseado no tempo de produção do item 4.1. O gráfico3 mostra essa comparação.
De acordo com as recomendações da técnica de análise cruzada, os dados coletados foram analisados em agrupamentos que demonstravam significativa redução do estoque em processo, previamente identificado por meio da revisão de literatura e técnicas aplicadas em campo. O capitulo3 representou essa comparação entre os processos mostrando os diferentes resultados em função das mudanças efetuadas, esses resultados serão mais bem abordados a seguir.
5.1.3.1. Práticas de recebimentos de ordens de produção
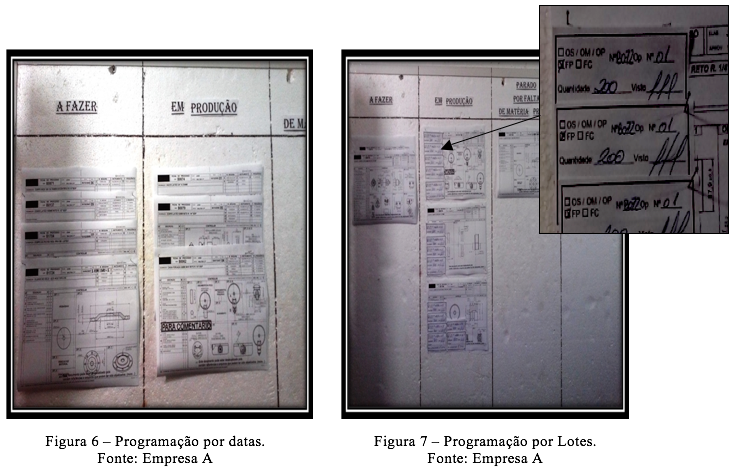
Nesta categoria ou etapa dos processos observaram-se diferenças com a tratativa em relação do recebimento das ordens de produção para execução. Quando o processo era manual as ordens de produção eram enviadas diretamente para o setor de corte, que por sua vez confeccionavam as peças (operação de corte) em função das datas e em ritmos frenéticos de produção buscando grandes quantidades. Desta forma a geração de WIP tornava-se comum e corriqueira dentro do setor. A figura 6 representa a situação.
Com a automação do processo as ordens de produção foram direcionadas para o líder de produção da usinagem onde o mesmo determinava o que seria enviado para o setor de corte, em lotes menores e o suficiente para atender um determinado período de produção. Com esta prática foi possível controlar de forma mais efetiva os WIPS que eram gerados nas operações intermediarias, com a redução de tempos de processo e lead time foi possível programar tal ação. A figura 7 mostra a utilização de pequenos lotes de fabricação.
Com a automação do processo de corte, apuraram-se as vantagens de se trabalhar com um nível de estoque reduzido entre os processos, tal ação propiciou uma visão mais abrangente dos processos, tornando-os mais flexíveis e principalmente impulsionando uma mudança de cultura em relação aos processos relacionados. Percebeu-se que o fundamental era atender o cliente (no caso o PCP), com lotes menores desejados e não maiores quantidades.
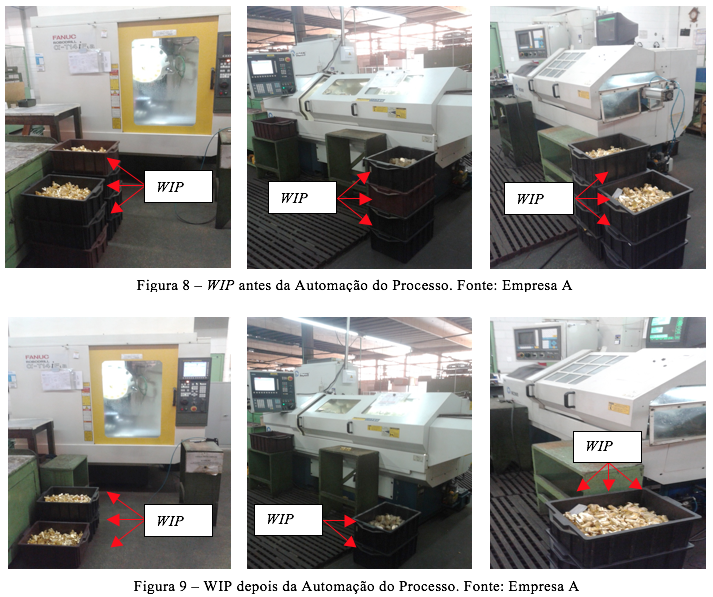
5.1.3.2. Observação da redução do WIP In loco.
Foi observado e verificado através da inspeção das quantidades de estoques em processo diretamente no chão de fabrica, ou seja, antes, durante e depois da execução das operações de usinagem. Nesta ação foi possível registrar através de fotos a redução das quantidades em processamento. As figuras abaixo representam um antes e depois da alteração dos processos.
A auditoria dos processos permitiu verificar a redução do WIP na prática, foi possível também entrevistar os colaboradores referentes a essa redução de estoque, buscando a triangulação de dados como estratégia de validação. Segundo Yin (2005) é recomendado que se utilize múltiplas fontes de evidência em relação ao mesmo fenômeno; a construção de uma base de dados, através de notas, documentos, tabulações e narrativas (interpretações e descrições dos eventos observados, registrados etc.).
5.1.3.3. Dos resultados do questionário.
A aplicação de questionário aos colaboradores proporcionou verificar a redução do estoque em processo e as melhorias visíveis e percebidas pelos colaboradores. Um questionário é tão somente um conjunto de questões, feito para gerar os dados necessários para se verificar se os objetivos de um projeto foram atingidos. A figura 10 representa o questionário e a figura 11 representa os resultados.
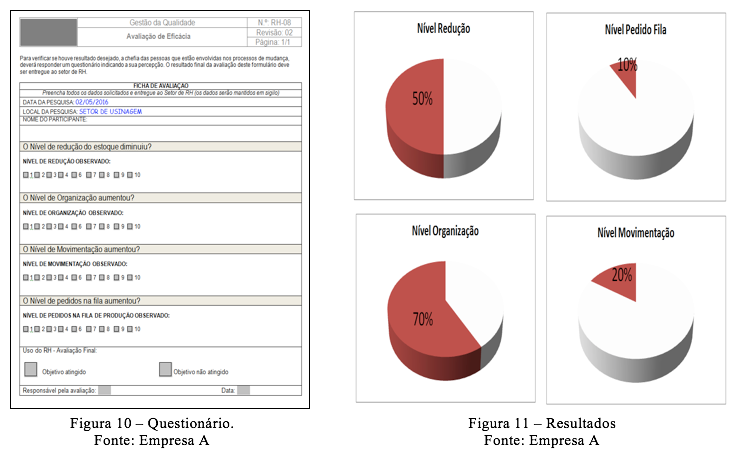
Com a tabulação e apuração dos resultados verificou-se que ocorreram melhoras dentro do processo produtivo, onde se percebeu uma redução no nível de WIP em 50%, 70% de melhora no nível de organização, consequentemente um aumento de 20% no nível de movimentação de pequenos lotes e 10% de aumento no nível de fila dos pedidos já que aumentou o número de setups por motivo de flexibilidade do sistema.
Este artigo teve como objetivo realizar uma comparação entre um processo de corte de barras executado de forma manual e outra através de um sistema automatizado, observa-se pelos dados obtidos previamente e posteriormente de implementação que houve ganhos significativos entre os dois modelos, os dados mostram um desempenho melhor quando da utilização do processo automatizado. Este ganho propicia uma redução no tempo total de produção, propiciando economia de recursos e ganho de produtividade, levando a uma economia de recursos que se transformam em ganho competitivo no mercado.
Observou-se também neste estudo de caso que o colaborador, que a principio executava as tarefas de forma manual, ficou liberado para a execução de outras tarefas dentro da empresa. Podemos afirmar também que a redução no tempo de processo de fabricação contribuiu de forma decisiva para a redução do lead time, influenciando em toda a estrutura interna de produção.
O estoque em processo WIP comprovou-se uma redução significativa, apresentada através da triangulação dos dados coletados e processados, recomenda-se utilizar os ganhos com a redução a fim de quantificar os valores e monetizar a matéria prima, para verificar o ganho real em moeda.
Nos dias atuais é fundamentalmente importante que as empresas invistam em inovação tecnológica de seus processos produtivos, percebe-se que quanto maior o nível de automatização de uma empresa, mais ela tende a ser lucrativa. Automatizar processos é fundamental não apenas por facilitar a administração da empresa e reduzir os erros, mas porque acaba criando um diferencial competitivo quando as tecnologias são bem utilizadas.
Fica claro também que existe a necessidade de mais investigações cientificas nos processos produtivos, tendo como objetivo identificar problemas de processos de fabricação ou contribuir para o conhecimento geral, espera-se que este artigo possa contribuir como base ou complemento para outros estudos de campo em empresas que tenham problemas similares a este e que buscam soluções que possam ser implementadas dentro da nossa realidade.
ANTUNES, J. Sistemas de produção: conceitos e práticas para projetos e gestão da produção enxuta. Bookman Editora, 2009. ISBN 8577802493.
BUENO F. Métodos Heurísticos, IFSC/Araranguá, 2009.
Disponível em: <https://wiki.ifsc.edu.br>
Acessado em: 03 abr.2016.
COMAT RELECO. Automação Industrial – Definição e História, 2013.
Disponível em: < https://comatreleco.com.br/automacao-industrial-historia>
Acessado em: 04 abr.2016.
DRUCKER, Peter F. The Essencial Drucker, Elsevier, USA, 2001. 2. HALLDORSSON, A., Larson, P. Logistics versus supply chain management: an international survey, International Journal of Logistics, 2004. 3. UNGER, K. Manufacturers' needs not changing - but acronyms are, Industrial Computing Journal , p. 46-48, The International Society of Automation (ISA), Outubro 2001.
DORF, Richard C.; Bishop, Robert. Sistemas de Controle Moderno. 8. ed. Rio de Janeiro: LTC, 2001
ERP PORTAL. Entenda ERP. O que é ERP
Disponível em:< http://portalerp.com/erp/5-entenda-erp>
Acessado em: 04 abr.2016.
FIALHO, A.B.; Instrumentação industrial: conceitos, aplicações e análises. 3ª ed. Editora Érica, São Paulo, 2005.
GIL, Antônio Carlos. Como elaborar projetos de pesquisa. 4. Ed. São Paulo: Atlas, 2002.
MARTINS, Petrônio G. e LAUGENI, Fernando P. Administração da Produção. São Paulo: Saraiva, 1998.
MORAES, Cícero Couto de et. Al. Engenharia de Automação Industrial. 2. ed. Rio de Janeiro: LTC, 2013.
MEGGINSON, Leon C.; MOSLEY, Donald C. & PIETRI, Paul H. Administração: Conceitos e Aplicações, São Paulo, Harbra, 1998. - SONDRINI, Paulo Dicionário de Administração e Finanças, São Paulo, Best Sellers, 1996.
OLINTO B. Fernando e ARAÚJO B. César. Controle Automático de Processos, Santa Maria – RS, 2011.
PINTO A. Geraldo. Automação e Trabalho Humano: Considerações Gerais a partir da indústria metalúrgica, Paraná, 2003.
ROSÁRIO, João Maurício. Princípios de mecatrônica. 1. ed. São Paulo: Prentice Hall, 2005.
SLACK, Nigel (et. all). Administração da Produção. São Paulo: Atlas, 1997.
VIEIRA C. Ricardo. O Papel da Automação na Gestão da Cadeia de Suprimentos, 2010.
Disponível em: < http://www.aquarius.com.br/Boletim/InTech130.pdf>
Acessado em: 04 abr.2016.
SIMCHI-LEVI, D.; KAMINSKY, P.; SIMCHI-LEVI, E. Cadeia de Suprimentos: projeto e gestão. Porto Alegre: Bookman, 2003.
YIN, R. K. Case Study: planning and methods. Estudo de caso: planejamento e métodos, p. 287-298, 2001.
1. Graduado em Gestão da Produção pelo Instituto Federal de São Paulo, campus São Paulo. Graduando em Logística e Operações pelo Instituto Federal de São Paulo: E-mail: faberassis@gmail.com
2. Graduado em Engenharia Mecânica pela Universidade Cruzeiro do Sul – São Paulo. Graduando em Logística e Operações pelo Instituto Federal de São Paulo E-mail: Eds.rabs@uol.com.br
3. Graduado em Tecnologia em Logística pela Fatec de São Paulo. Graduando em Logística e Operações pelo Instituto Federal de SP E-mail: sammuca_sabino@yahoo.com.br
4. Mestre em Engenharia da Produção (UFSCar); Graduado em Tecnologia de Processos de Produção (FATEC); Professor do Instituto Federal de Educação, Ciência e Tecnologia de São Paulo – IFSP.